
- Home ›
- 3D Printing ›
- Metal 3D Printing
Metal 3D Printing Services
Rapidaccu delivers precision metal additive manufacturing using Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) technologies. From aerospace-grade titanium to corrosion-resistant stainless steel, we produce complex metal parts with exceptional mechanical properties.

What is Metal 3D Printing?
Metal 3D printing, also known as metal additive manufacturing, builds parts layer-by-layer using high-powered lasers to fuse metal powder. This enables the creation of complex geometries, internal channels, and lightweight structures impossible with traditional manufacturing methods.
DMLS Technology
Direct Metal Laser Sintering uses precise laser beams to selectively fuse metal powder particles, creating fully dense parts with mechanical properties comparable to traditionally manufactured components.
Design Freedom
Create complex internal cooling channels, organic lattice structures, and topology-optimized designs that reduce weight while maintaining structural integrity.
No Tooling Required
Eliminate expensive tooling costs and long lead times associated with casting or machining. Ideal for prototypes, low-volume production, and custom parts.
Available Metal Materials
Select from our range of certified metal powders for aerospace, medical, automotive, and industrial applications

Aluminum Alloys
AlSi10Mg, AlSi7Mg – Lightweight with excellent strength-to-weight ratio for aerospace and automotive applications.
Stainless Steel
316L, 304L, 17-4 PH – Corrosion resistant with excellent mechanical properties for medical and industrial use.

Titanium Alloys
Ti-6Al-4V, Grade 2 – Biocompatible, high strength-to-weight for aerospace and medical implants.

Inconel Superalloys
Inconel 625, 718 – Extreme temperature and corrosion resistance for turbines and exhaust systems.
Brass Alloys
C36000, CuZn37 – Excellent machinability and wear resistance for bushings and decorative components.

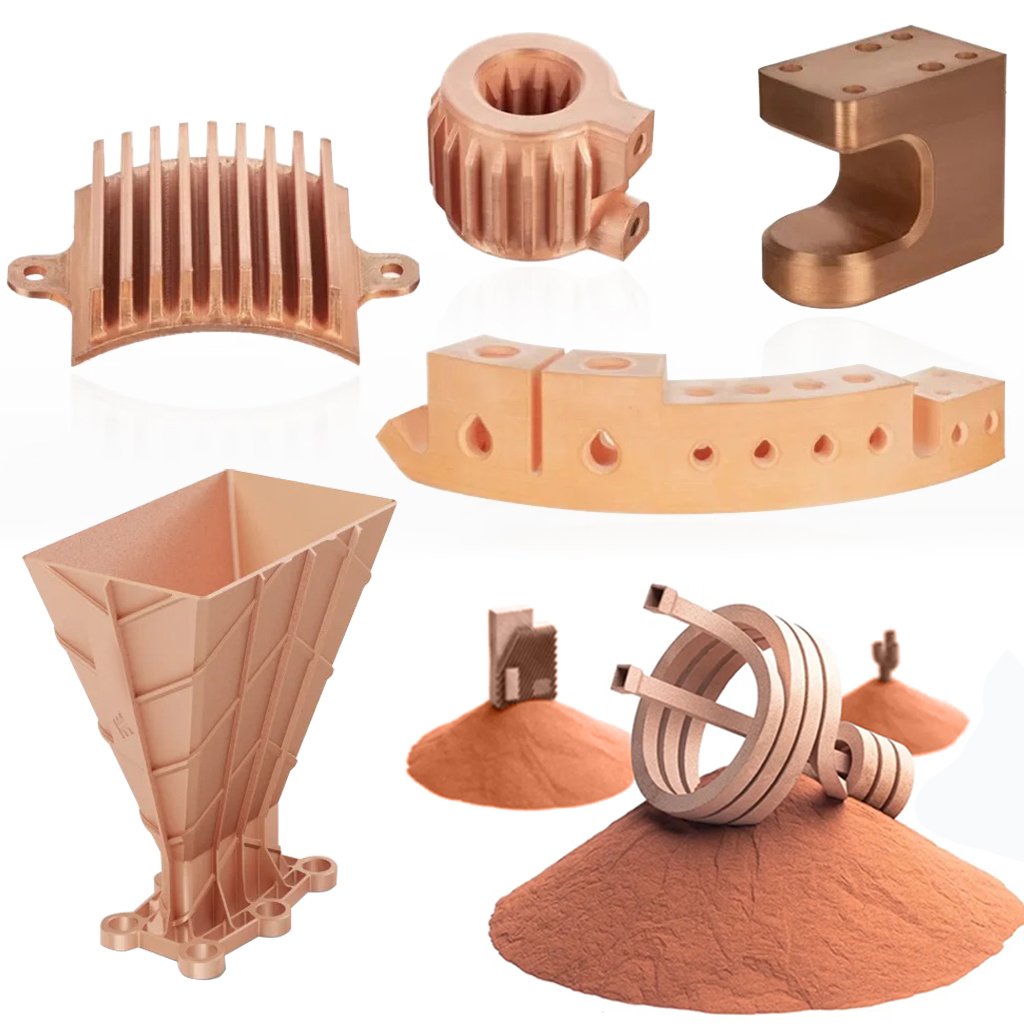
Copper & Alloys
Pure Copper, CuCrZr – Superior thermal and electrical conductivity for heat exchangers and electronics.
Metal 3D Printing Advantages
Why choose metal additive manufacturing over traditional methods
Lightweight Designs
Topology optimization and lattice structures reduce weight by up to 70% while maintaining strength. Critical for aerospace applications where every gram counts.
Part Consolidation
Combine multiple components into a single printed part, reducing assembly time, eliminating fasteners, and improving reliability.
Rapid Prototyping
Go from CAD to metal part in days instead of weeks. Perfect for design verification, functional testing, and iterative development.
Conformal Cooling
Internal cooling channels follow part geometry for superior heat dissipation in molds, tooling, and thermal management applications.
Low-Volume Production
Economical for quantities from 1 to 1000+ parts without tooling investment. Scale production as demand grows.
Material Efficiency
Unused powder is recycled and reused. Minimal waste compared to subtractive manufacturing which can waste up to 90% of raw material.
Technical Specifications
Industry-leading precision and quality standards
Dimensional Accuracy
- Standard tolerance: ±0.1 mm (±0.004″)
- Layer thickness: 20-50 μm
- Minimum feature size: 0.4 mm
Build Volume
- Maximum part size: 250 × 250 × 325 mm
- Multiple parts per build for efficiency
- Supports nested geometries
Material Certifications
- Aerospace: AS9100, NADCAP
- Medical: ISO 13485, FDA compliant
- Material test reports available
Post-Processing
- Heat treatment (stress relief, HIP)
- CNC machining for critical features
- Surface finishing (polishing, coating)
Applications & Industries
Metal 3D printing serves critical applications across diverse sectors
Aerospace
Turbine blades, fuel nozzles, brackets, lightweight structural components
Medical
Custom implants, surgical instruments, orthopedic devices, dental prosthetics
Automotive
Racing components, custom exhaust, heat exchangers, jigs and fixtures
Industrial
Tooling inserts, conformal cooling molds, wear parts, custom machinery
Energy
Gas turbine components, oil & gas valves, power generation parts
Defense
Weapon components, UAV parts, electronics housings, tactical equipment
Electronics
Heat sinks, RF components, enclosures, thermal management
Research
Academic research, material testing, novel applications, prototyping
Design Guidelines for Metal 3D Printing
Optimize your designs for successful metal additive manufacturing
Design Best Practices
- Minimum wall thickness: 0.4 mm for most metals, 0.6 mm for titanium
- Support structures: Required for overhangs >45°, consider orientation
- Holes and channels: Minimum 1 mm diameter, consider powder removal
- Text and engraving: Minimum height 0.5 mm, depth 0.5 mm
- Clearance gaps: Minimum 0.5 mm between moving parts
Common Design Pitfalls
- Avoid: Large flat surfaces parallel to build plate (causes warping)
- Avoid: Enclosed cavities without powder removal holes
- Avoid: Sharp internal corners (use fillets ≥0.5 mm)
- Avoid: Extremely thin features in unsupported areas
- Avoid: Threads smaller than M3 (post-machine instead)
Need Design Assistance?
Our engineering team provides free Design for Additive Manufacturing (DfAM) consultation to optimize your parts for metal 3D printing. We review your CAD files and suggest improvements for manufacturability, cost reduction, and performance enhancement.
Contact Our EngineersStart Your Metal 3D Printing Project
Get expert guidance on material selection, design optimization, and manufacturing strategy
Our Location
Rongli Industrial Park, Dalang
Longhua District, Shenzhen, China
Get in Touch
info@rapidaccu.comRequest a Quote
Frequently Asked Questions
Common questions about metal 3D printing services