
Aluminum vs Cast Iron: Rigidity, Damping, and Stability
Jack
15-Year Lead Engineer at Rapidaccu
When designing a machine base or a precision fixture, the choice between Aluminum and Cast Iron is often the difference between a high-speed success and a vibrating nightmare. After 15 years in the shop, I’ve seen how “stiffness on paper” rarely tells the whole story of machining stability.
Discuss Your Project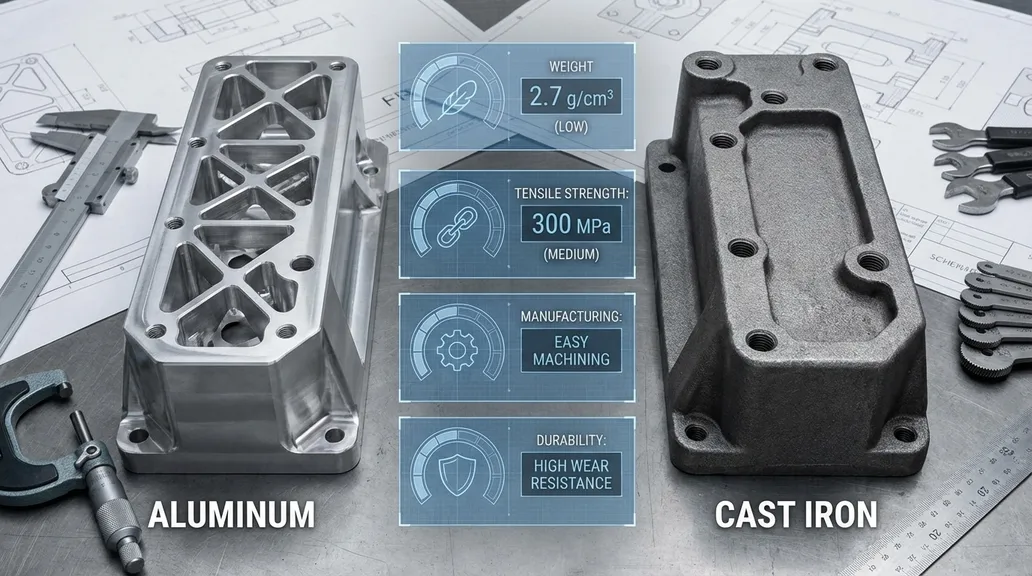
Structural Design: Ribbing vs. Closed Sections
Aluminum: The Closed Box
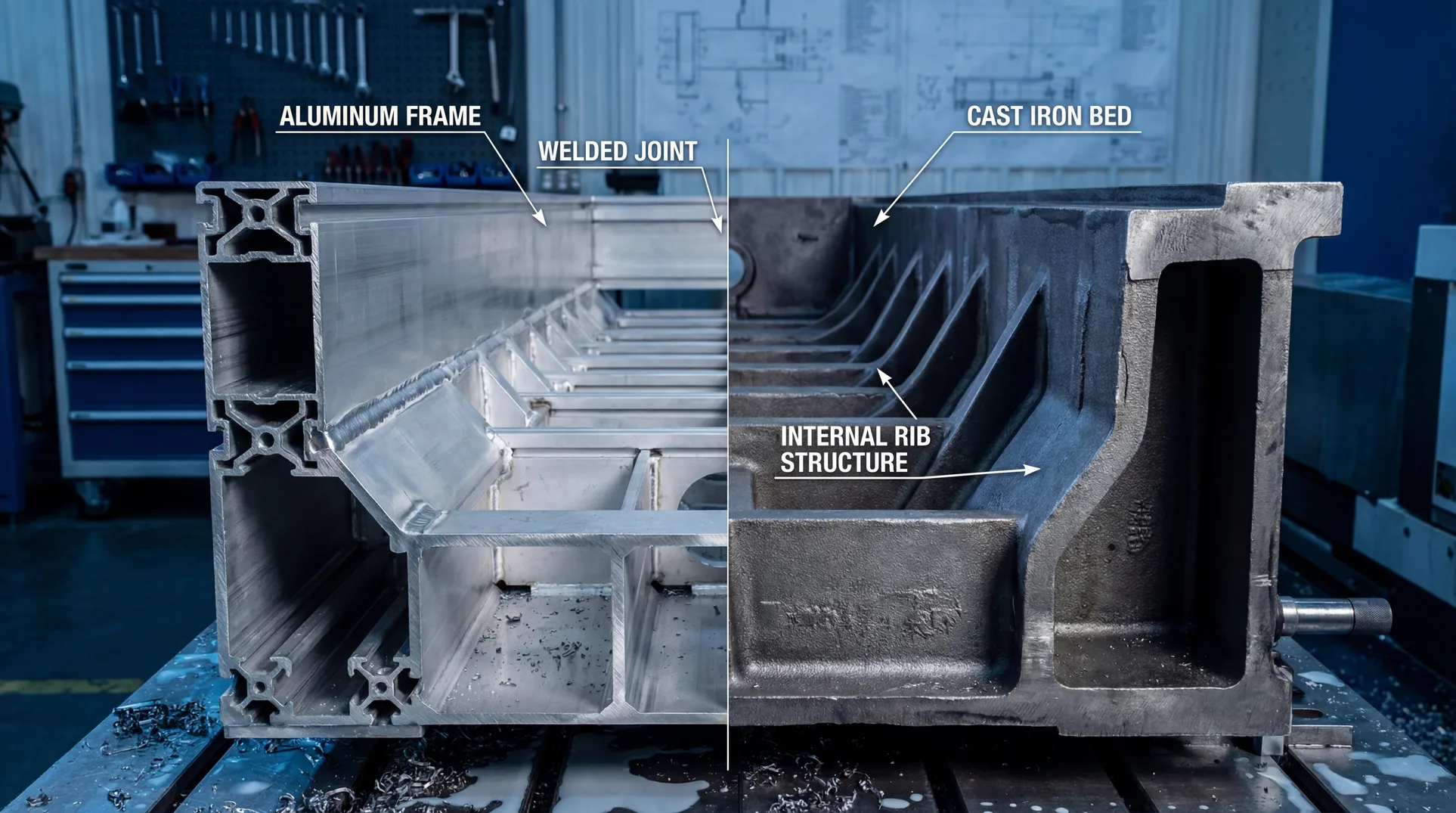
To get rigidity from aluminum, you must use Closed Sections. Open C-channels will twist. At Rapidaccu, we weld plates into cellular structures to maximize the “Section Modulus.”
Cast Iron: Internal Ribbing
Cast iron allows for Complex Internal Ribbing impossible to machine from solid. We design “Waffle” patterns inside to optimize stiffness-to-weight.
The Lost Art: Hand Scraping for Precision
In an era of high-speed CNCs, why do we still have masters with hand-held scrapers at Rapidaccu? Because Cast Iron is “Scrapable,” and aluminum is not.
—— Jack, Lead Engineer
The “Motion vs. Foundation” Logic
- If it moves at high speed (gantries, end-effectors), use Aluminum. Mass is your enemy in acceleration.
- If it holds the precision (bases, beds, columns), use Cast Iron. Mass is your friend in damping.
- Need thermal matching? If your workpiece is steel, a cast iron base keeps your datums aligned as the shop warms up.
Why Weight Isn’t Just Weight
In my early years at Rapidaccu, I watched a client build a CNC gantry out of solid steel to “increase rigidity.” It was rigid, yes, but it shook the whole building because the motors couldn’t control the inertia.
Choosing the right material isn’t about picking the “strongest” metal. It’s about matching the Modulus of Elasticity and Damping Capacity to your dynamic load requirements. Cast iron absorbs energy; aluminum sheds weight. You need both, but in the right places.
Vibration Decay: Visualizing the Difference
Impulse Response Curve
The Resonance Formula
To control vibration, we look at the natural frequency ($f_n$):
Where k is stiffness and m is mass. Cast iron uses its mass (m) to pull the frequency down, while aluminum designers must increase stiffness (k) through geometry to keep the machine out of resonance zones.
The Third Option: Mineral Casting
Mineral Casting
The 2026 Industry Shift
For ultra-high precision (Laser cutting, CMMs), we are increasingly skipping both aluminum and iron for Mineral Casting (Polymer Concrete). Its damping is 10x higher than Gray Iron and it has nearly zero thermal expansion.
- Best-in-class vibration decay
- Integrated cooling pipes
- Zero corrosion
- Brittle & difficult to modify
Vibration & Stiffness Primer
The Damping Reality
Gray Cast Iron (GG25/GG30) contains graphite flakes that act as microscopic energy absorbers. Aluminum’s crystal structure is more prone to resonance—it “rings.” However, in modern engineering, we compensate for aluminum’s low damping through Joint Damping (friction at interfaces) or viscoelastic layers.
Specific Stiffness
Aluminum has about 1/3 the stiffness (Modulus) of Cast Iron, but also 1/3 the density. This means their Specific Stiffness (Stiffness-to-Weight ratio) is nearly identical.
Machine Base Case Study (Anonymous)
The Challenge
A semiconductor equipment client needed a 2.5-meter bed for a high-speed inspection gantry. Requirements: ±0.01mm flatness over the full length, minimal settling time after a 2G move, and 5-day delivery for the first prototype.
The Solution
We chose a hybrid approach. The Base was cast from Gray Iron for stability. The Moving Gantry was machined from MIC-6 Cast Aluminum plate for low inertia and high precision.
The Result
By using Cast Iron for the foundation, the gantry’s vibrations were absorbed within 15ms. The aluminum gantry allowed for a 30% increase in throughput compared to their previous steel weldment.
Machining Datums & Stability
Datum Strategy
For long cast iron beds, we use a 3-Point Support system during machining to prevent gravity-induced sagging. Once the primary datums are flat, we add auxiliary supports.
Wall Thickness & Ribbing
We aim for Uniform Wall Thickness in iron castings to prevent shrink voids. In aluminum weldments, we use honeycomb ribbing to maximize stiffness while keeping the gantry light enough for high-speed motion.
Stress Relief
Cast Iron needs Thermal Aging (at 550°C) to stabilize. For Aluminum, we use T651 stress-relieved plate to prevent “potato-chipping” during heavy pocketing and ensure long-term precision.
Inspection Strategy
We use Laser Interferometers for long parts. Thermal expansion (CTE) is the enemy—we map the temperature of the part during inspection to ensure the 20°C standard is met.
Performance & Manufacturing Matrix
| Property | Aluminum (6061/7075) | Gray Cast Iron (GG25) | Impact on Machine |
|---|---|---|---|
| Density (kg/m³) | 2,700 | 7,200 | Aluminum reduces inertia; Iron increases stability. |
| Elastic Modulus (GPa) | 70 | 110 – 130 | Iron is ~60% stiffer for the same cross-section. |
| Damping Capacity | Low (Rings) | High (Deadens) | Critical for high-frequency vibration absorption. |
| CTE (µm/m·K) | 23.5 | 10 – 12 | Iron expands 2x less than aluminum with heat. |
| Manufacturing Lead | 1 – 2 Weeks | 4 – 8 Weeks (Pattern + Cast) | Aluminum is better for rapid prototyping. |
Application Scenario Guide
Machine Tool Bases
Precision milling or grinding machine foundations.
Verdict: Cast IronRobot Arms
High-speed pick and place end-effectors.
Verdict: AluminumEngine Blocks
Combustion chambers with thermal cycles.
Verdict: Iron (or Al with Liners)Assembly Fixtures
Manually handled jigs for production lines.
Verdict: AluminumShipping & Handling: The Logistical Reality
A machine base made of Cast Iron is a logistical beast. At Rapidaccu, we treat a 2-ton casting with the same care as a watch component.
- Weight Management: Aluminum parts can often be air-freighted; Iron almost always requires sea freight and specialized crating.
- Rust Prevention: Machined iron surfaces oxidize in hours. We apply high-grade VCI oils and vacuum-seal for export.
- Impact Risk: Iron is brittle. A dropped casting can crack internally; Aluminum tends to dent, which is often repairable.
Jason’s Assembly Pro-Tip
“Never bolt an aluminum gantry directly to a cast iron base without considering Galvanic Corrosion and CTE Mismatch. We always recommend using hardened steel washers and calculating the ‘thermal growth’ to ensure your precision doesn’t vanish when the HVAC turns off.”
Frequently Asked Questions
Is cast iron better than aluminum for a CNC machine base?
For heavy-duty or ultra-precision CNC bases, Cast Iron is generally superior due to its mass and vibration damping. However, for high-speed light-duty machines, a well-designed Aluminum base with closed-section geometry and joint damping can offer 30% faster cycle times due to reduced inertia.
Can I replace a cast iron base with aluminum?
Yes, but it requires a redesign. You cannot simply swap materials. An aluminum version must be physically larger (thicker walls) to match the rigidity and may need internal damping features to prevent the “ringing” that occurs in continuous crystalline structures.
Why use Cast Iron for machine beds?
The primary reason is vibration damping. Gray iron’s graphite flakes absorb energy from the cutting tool, preventing chatter and improving surface finish and tool life.
What is “Ductile Iron” vs “Gray Iron”?
Gray iron is better for damping; Ductile iron (Nodular) has better tensile strength and toughness, closer to steel, but with less damping capacity.
Can Aluminum be used for precision datums?
Yes, specifically Cast Aluminum Tooling Plate (like MIC-6), which is stress-relieved and offers exceptional flatness stability compared to rolled plates.
Does Cast Iron require heat treatment?
Yes, “Stress Relieving” or “Annealing” is mandatory for precision castings to prevent dimensional drift over time as internal casting stresses relax.
Which is better for thermal stability?
Cast Iron has a lower Coefficient of Thermal Expansion (CTE), meaning it moves less as the environment warms up, making it superior for precision machine tools.
How do you prevent rust on Cast Iron?
Non-machined surfaces are usually painted or powder-coated. Machined surfaces require a constant film of oil or specialized plating like electroless nickel.
Is Aluminum cheaper than Cast Iron?
For low volumes, Aluminum is often cheaper because it doesn’t require expensive casting patterns. For high volumes, the lower material cost of Iron can win out despite the pattern cost.
Rapidaccu’s Stability Standards
Our facility in Shenzhen manages the entire lifecycle of your structural components, from pattern making to micron-level finish machining.
- Ultrasonic testing for casting voids.
- Certified thermal aging charts provided.
- Laser Interferometer inspection for long beds.
- Sea-worthy vacuum packaging for global export.
Precision Engineering Guaranteed
From 500mm aluminum brackets to 5-meter cast iron foundations, we deliver the stability your automation demands.
View Our CapabilityReady to Build Your Foundation?
Upload your 3D CAD files for a comprehensive technical review. Our structural engineers will analyze your rigidity and damping requirements to suggest the optimal material and processing route.
Engineering Support
info@rapidaccu.comGlobal Manufacturing Hub
Shenzhen, China
Request Technical Quote
Get expert feedback within 24 hours