
Aluminum vs Tool Steel: How I Choose for Tooling, Dies, and Durable Parts
Jack
15-Year Lead Engineer at Rapidaccu
In the world of molds and dies, the wrong material choice doesn’t just cost money—it kills production timelines. After 15 years of machining, I’ve learned that choosing between Aluminum and Tool Steel is a balance of cycle time, wear life, and the brutal reality of heat treatment.
Request a Tooling Quote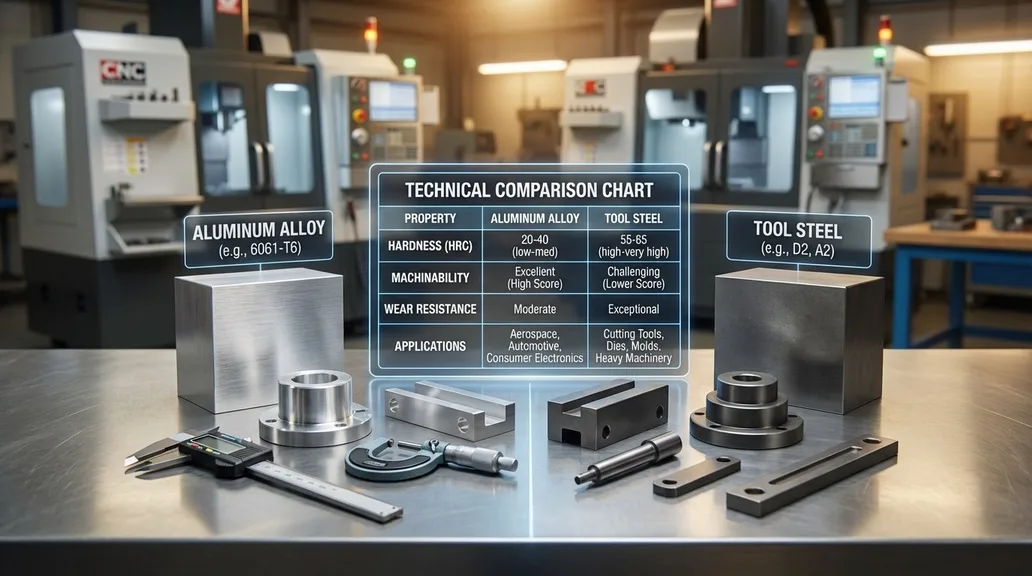
The “100k Cycle” Rule
- If your production run is under 50k cycles and the material isn’t abrasive OR corrosive, 7075 Aluminum will likely save you 40% in costs.
- Critical Warning: Never use Aluminum for PVC or POM (Polyacetal). These release corrosive gases that destroy aluminum in hours. Use S136 or 420 Stainless.
- For stamping dies or high-glass injection molding, D2 or H13 Tool Steel is mandatory for wear resistance.
- Need it in 5 days? Aluminum machines 5x faster and requires no post-machining heat treat.
Tooling vs Product Parts: The Logic
The selection logic changes entirely when you move from a Product Part to a Tooling Component. For a product, we prioritize weight and unit cost. For tooling, we prioritize Maintenance Intervals and Dimensional Stability under thermal cycling.
“I’ve seen procurement teams force Aluminum for injection molds to save upfront, only to pay 3x more in downtime when the parting lines start to flash after 20,000 shots. Tool Steel isn’t an expense; it’s insurance.”
Tooling Material Selection Matrix
| Requirement | 7075-T6 Aluminum | P20/H13/D2 Steel | Jason’s Verdict |
|---|---|---|---|
| Wear Resistance | Low (Galls easily) | Exceptional (50-62 HRC) | Steel for abrasive plastics or metal stamping. |
| Impact Resistance | Moderate (Dents) | High (Shock resistant) | Steel for punches, dies, and high-pressure pins. |
| Thermal Conductivity | Very High (Fast cooling) | Low (Slow cooling) | Aluminum cuts injection cycle times by 20-30%. |
| Surface Requirement | Good (Hard Anodize) | Excellent (Polish/Coat) | Steel for A1/A2 mirror finishes. |
| Life Expectancy | 10k – 100k cycles | 100k – 1M+ cycles | Steel for high-volume, automated production. |
| Budget/Lead Time | Fast & Cheap | Slow & Expensive | Aluminum for prototyping and bridge tooling. |

Heat Treatment Reality: The Engineering Truth
Dimensional Stability
Aluminum is “What You Machine is What You Get.” Tool steel, however, changes its atomic structure during quenching. Even air-hardening grades like A2 or D2 will move.
- Stress Relieve: Rough machine, stress relieve, then finish.
- Grinding Allowance: Leave 0.2mm – 0.5mm for post-HT hard milling or grinding.
- Hard Milling: We often skip the “soft” stage and hard-mill D2 at 60HRC to ensure zero movement.
Metallurgy Tip
“If you specify H13 Tool Steel, don’t forget the tempering cycles. One temper is never enough for high-heat applications like die casting. At Rapidaccu, we insist on triple-tempering to eliminate retained austenite and ensure the tool doesn’t crack in its first week.”
Post-HT Strategies:
1. Wire EDM for critical apertures.
2. Jig Grinding for ±0.002mm bore alignment.
3. PVD Coating (TiN/AlTiN) to double the surface hardness.
Tool Steel Grade Deep Dive
Cold Work (D2 / A2)
High carbon and chromium for maximum wear resistance. Ideal for stamping, blanking, and thread rolling where temperatures stay low.
Hot Work (H13)
Designed to resist thermal fatigue (heat checking). The industry standard for die casting dies and hot extrusion tools.
Plastic Mold (P20 / S136)
Pre-hardened for immediate use (P20) or high-chrome stainless (S136) for medical-grade mirror finishes and corrosion resistance.
The “Duty Cycle” Logic
If you’re building a prototype fixture for 50 cycles, aluminum is the king of efficiency. But if your part is a mold core running 500,000 shots of abrasive plastic, the choice isn’t even a debate.
Aluminum Choice
Rapid prototyping, low-stress jigs, heat dissipation fins.
Tool Steel Choice
High-volume injection molds, cutting dies, impact hammers.

Tool Steel Selection: Toughness vs Hardness
| Steel Grade | Typical Hardness | Toughness Rank | Primary Strength |
|---|---|---|---|
| S7 | 54 – 56 HRC | Highest | Extreme shock resistance (Chisels, Punches). |
| H13 | 48 – 52 HRC | High | Resists thermal cracking (Die Casting). |
| A2 | 58 – 60 HRC | Medium | Balanced wear and stability (General Tooling). |
| D2 | 60 – 62 HRC | Low | Maximum abrasion resistance (Stamping). |
| CPM-10V | 62 – 64 HRC | Very Low | Extreme wear (Abrasive glass-filled resin). |
Integrated Production Workflows
How Rapidaccu connects material expertise with end-to-end manufacturing capabilities.
CNC Machining
High-speed aluminum prototyping & hard-milling tool steel components up to 65 HRC.
Stamping
Precision D2 dies for high-volume metal parts with tight tolerances.
Injection Molding
Rapid aluminum molds for T0 samples; hardened H13 molds for mass production.
Sheet Metal
Custom fixtures and enclosures combining laser cutting and forming.
3D Printing
MS1 Maraging Steel with Conformal Cooling channels—beating aluminum’s cycle time in complex steel tools.
Engineering Property Comparison
| Property | Aluminum (7075-T6) | Tool Steel (D2) | Impact on Tooling |
|---|---|---|---|
| Hardness (Rockwell) | 87 HRB (~15 HRC) | 58 – 62 HRC | Steel survives abrasive wear from glass-filled resins. |
| Density (g/cm³) | 2.81 | 7.85 | Aluminum molds are easier to handle and swap. |
| Elastic Modulus (GPa) | 72 | 210 | Steel is 3x stiffer; better for precision alignment. |
| Machinability | Excellent (High SFM) | Poor (Low SFM) | Aluminum tools are finished in days, not weeks. |
Application Scenario Guide
Stamping Dies
Constant impact and shearing of metal sheets.
Verdict: D2 Tool SteelInjection Molds (Low Vol)
Under 5,000 parts in non-abrasive PP/ABS.
Verdict: 7075 AluminumInspection Gauges
Must maintain ±0.01mm over 5 years of use.
Verdict: O1/A2 Tool SteelWear Blocks
Sliding contact in automated assembly lines.
Verdict: D2 (Hardened)Corrosive Resin Molds
Processing PVC or POM materials.
Verdict: S136 / 420 StainlessMaintenance & Lifecycle Costs
Aluminum tools are traditionally seen as “disposable” for long runs. Once parting lines wear or a pin bore elongates, repair can be tricky. However, Laser Welding has changed the game. Unlike TIG welding, laser welding minimizes the Heat Affected Zone (HAZ), allowing us to repair 7075-T6 molds with high precision without softening the entire block.
Tool Steel tools remain the king of Serviceability. We can TIG-weld, re-grind, and shim steel components for decades. For a high-volume project, the “Maintenance Cost per Part” is often 10x lower with Steel than with Aluminum due to its resistance to “peening” and flash.
Jason’s Maintenance Checklist
- Lubricate ejector pins every 1,000 cycles.
- Check Aluminum molds for “peening” at the vents.
- Inspect Steel dies for micro-cracking (Heat Check).
Frequently Asked Questions
Is 7075 Aluminum hard enough for injection molding?
Yes, for prototype and low-volume production (up to 50k-100k cycles). It offers excellent thermal conductivity which significantly reduces cycle times.
Why is D2 Tool Steel so popular for stamping?
D2 has a high chromium content, giving it exceptional wear resistance and the ability to hold a sharp edge through millions of cycles.
Can I heat treat Aluminum like Steel?
No. Aluminum is precipitation hardened (T-aging), while Steel is quench-and-temper hardened. You cannot “hard harden” aluminum to steel-like levels.
What is the cost difference for a mold?
An Aluminum mold is typically 30-50% cheaper and 50% faster to build than a hardened Tool Steel mold.
Does Tool Steel rust?
Most tool steels (like O1, A2, D2) are not stainless and will rust if not oiled. Stainless tool steels like 420 are used for medical/corrosive environments.
Which is better for mirror finishes?
Hardened Tool Steel (S136 or 420) is the standard for optical mirror finishes. Aluminum can be polished but is easily scratched.
What is “Hard Milling”?
Hard milling is CNC machining steel after it has been heat treated to its final hardness (e.g., 60 HRC). It eliminates EDM and grinding time.
When should I use P20 steel?
P20 is pre-hardened (28-32 HRC). It’s the “middle ground” for injection molds that need more life than aluminum but don’t require full hardening.
Can Aluminum molds be repaired if damaged?
Yes, specifically via Laser Welding. Laser welding minimizes the Heat Affected Zone (HAZ), preventing the “softening” issues common with traditional TIG welding on 7075-T6.
Is 3D printed steel better than Aluminum for cooling?
3D printed MS1 steel with Conformal Cooling can often outperform Aluminum’s natural conductivity by placing cooling channels exactly where they are needed, regardless of geometry.
Rapidaccu Manufacturing Standards
Our facility in Shenzhen combines advanced engineering with 15 years of global export experience.
- Material verification with PMI testing.
- Full Heat Treat charts provided with every steel tool.
- 100% Dimensional Inspection on Zeiss CMM.
- DDP shipping to USA, Europe, and Asia.
Tooling Excellence Guaranteed
Whether it’s a 5-day aluminum bridge tool or a 1-million cycle D2 stamping die, we deliver precision that works on the first shot.
View Our CertificationsStart Your Project Today
Upload your 3D CAD files for a comprehensive DFM analysis and technical quote. Our engineers will help you select the optimal material for your lifecycle and budget.
Direct Email
info@rapidaccu.comProduction HQ
Shenzhen, China
Request Quote
24-hour engineering review guaranteed