
Precision CNC Manufacturing
Closed Impeller Machining Service
Closed impeller components are used in demanding pump and fluid-handling systems where hydraulic efficiency, dimensional accuracy, surface quality, and structural reliability directly affect equipment performance. At Rapidaccu, we provide closed impeller machining services for customers who need high-precision manufacturing of complex impeller geometries with tight control over blade channels, shrouds, hub features, and concentric critical dimensions.
With capabilities in 5-axis CNC machining, precision machining, and multi-material manufacturing, we support the production of closed impeller parts that are difficult to machine using conventional methods. This includes projects involving curved blade passages, deep cavities, restricted tool access, thin walls, and strict consistency requirements across prototype and production volumes.
Our service is built for engineering teams and procurement professionals who need more than simple part cutting. We can support manufacturability review, material recommendations, process planning, inspection strategy, and scalable delivery for closed impeller applications in pumps, energy systems, oil and gas equipment, aerospace assemblies, marine systems, and other high-performance industrial environments.
Request a Quote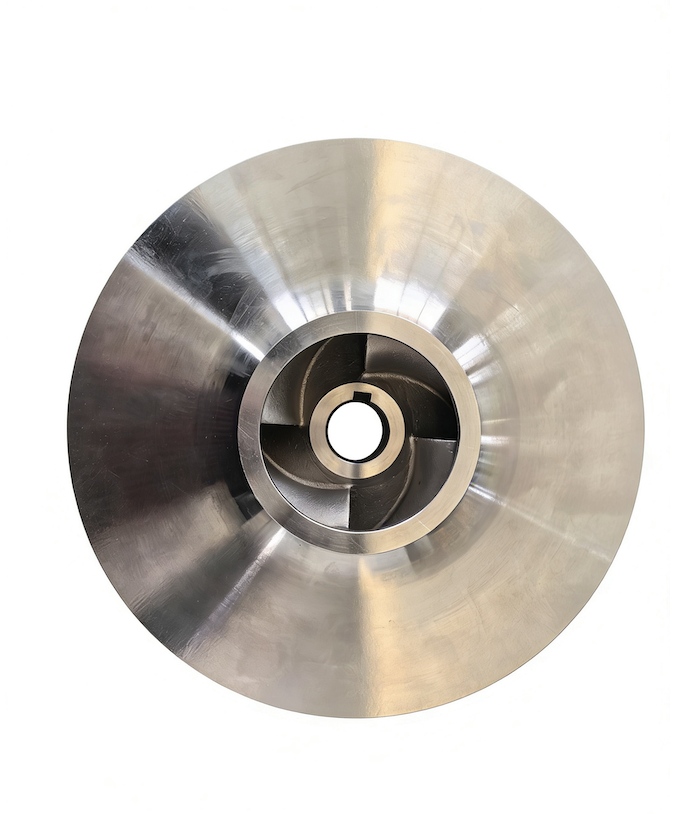
5-Axis CNC Machining
Advanced multi-axis capability for complex freeform surfaces, deep cavities, and restricted-access internal contours.
Multi-Material Support
Stainless steel, titanium, duplex alloys, aluminum, and nickel-based materials for any demanding service environment.
Prototype to Production
Scalable delivery from single prototypes through low-volume and batch production with repeatable quality control.
What Is a Closed Impeller?
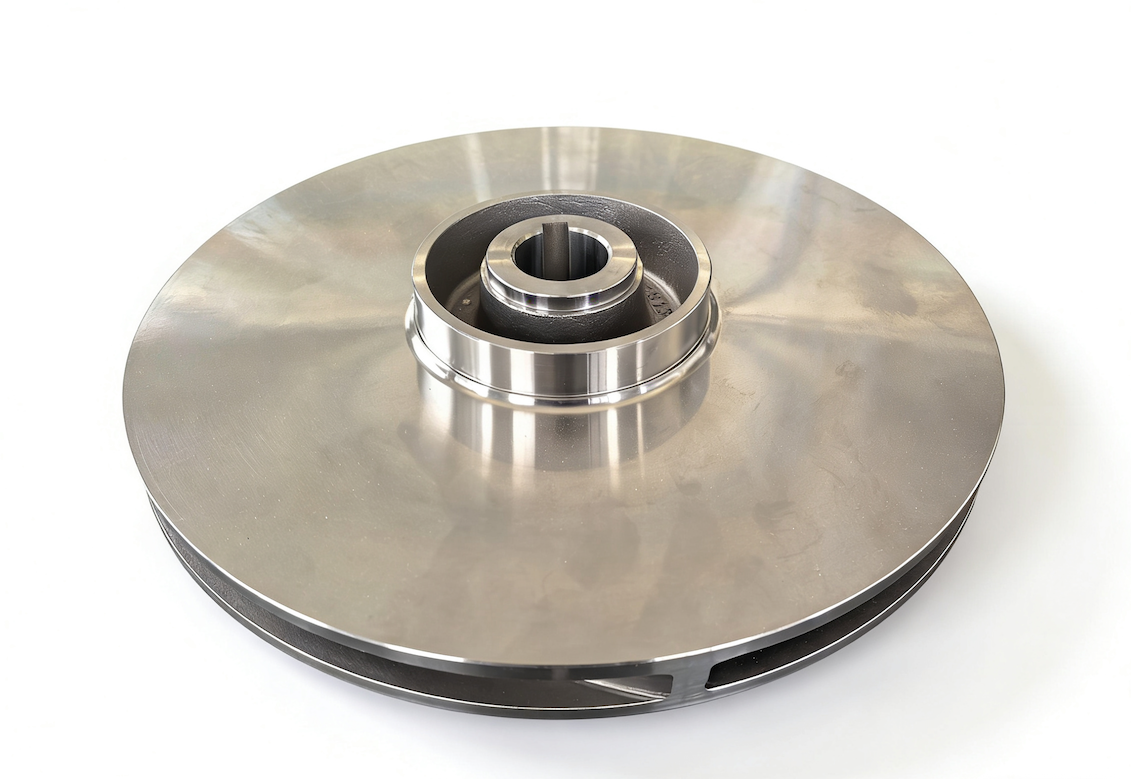
A closed impeller is an impeller design in which the vanes are enclosed by a front shroud and a rear shroud, forming defined flow passages between the blades. Compared with open or semi-open designs, a closed impeller is typically selected when the application requires higher hydraulic efficiency, better pressure performance, and tighter control of fluid flow under clean or relatively low-solids operating conditions.
From a manufacturing perspective, closed impeller parts are significantly more challenging because both the internal blade channels and the cover structure must be produced with high precision. Geometry errors in the vane profile, blade thickness, passage shape, or shroud position can negatively affect balance, efficiency, and service life. In many designs, achieving the required internal contour while maintaining coaxiality and surface finish calls for multi-axis toolpath planning and advanced fixturing.
For buyers and engineers, the key issue is not only what a closed impeller is, but whether the part can be produced accurately and consistently. That is where specialist machining capability matters. Rapidaccu supports projects where dimensional control, contour integrity, and repeatable quality are essential to downstream pump or rotating equipment performance.
Key Design Characteristics
- Enclosed vanes between front and rear shrouds forming defined flow passages
- Higher hydraulic efficiency compared to open designs
- Stronger pressure performance for demanding fluid systems
- Strict sensitivity to blade profile, shroud position, and bore concentricity
- Requires multi-axis machining and advanced fixturing for accurate production
Why Closed Impeller Machining Is Challenging
Manufacturing a closed impeller is not a standard CNC task. The enclosed structure creates difficult tool access conditions, especially inside the blade channels and under the cover. In many cases, the machining process must balance several competing requirements: maintain blade profile accuracy, avoid chatter in thin sections, achieve low surface roughness in flow areas, and preserve concentricity between the bore, hub, and external reference features.
Another challenge is the relationship between geometry and performance. Small deviations in vane angle, flow passage width, or shroud thickness can influence hydraulic behavior and rotational balance. This means the process plan for a closed impeller often needs to be designed around the function of the part, not only around machining convenience. Material choice adds another layer of complexity, since stainless steel, duplex alloys, titanium, aluminum alloys, and nickel-based materials all respond differently to cutting forces, heat, and finishing operations.
Rapidaccu addresses these issues through 5-axis machining strategies, process evaluation before production, toolpath optimization for restricted access areas, and inspection planning based on critical functional dimensions. This approach helps reduce avoidable risk in projects where impeller quality directly affects the assembled system.
Restricted Tool Access
Enclosed vane channels limit cutter approach angles and reach depth inside the impeller.
Tight Geometry Sensitivity
Minor deviations in vane angle or shroud thickness directly affect hydraulic efficiency and balance.
Material Complexity
High-performance alloys demand specialized cutting parameters, heat management, and tooling strategies.
Repeatability Demands
Batch-to-batch consistency for critical functional features requires disciplined process control.
Our Closed Impeller Machining Capabilities
Rapidaccu provides end-to-end manufacturing support for closed impeller parts requiring high geometric complexity and precision. Our machining capability is suitable for both development-stage components and repeat production orders where consistency is critical. We work from customer drawings, 3D models, and technical requirements to determine a feasible, efficient process route.
Our capabilities are especially valuable for parts with complex freeform surfaces, deep cavities, narrow blade passages, and tight tolerance relationships. Using 5-axis CNC machining, we can reduce multiple setups, improve access to difficult internal and external contours, and support better alignment between key features. This is particularly important in closed impeller manufacturing, where setup error can quickly affect runout, blade uniformity, or shroud integrity.

If you need feedback on manufacturability before placing an order, we can review your impeller model and highlight potential risks related to access, tolerance stack-up, surface finish, and part stability during machining.
Materials for Closed Impeller Manufacturing
Material selection has a direct effect on impeller service life, corrosion resistance, mechanical performance, and manufacturing cost. The right choice depends on the fluid media, operating temperature, rotational speed, pressure conditions, and expected maintenance interval. For this reason, closed impeller production should not be separated from application requirements.
Rapidaccu supports multi-material closed impeller machining, including common engineering metals and high-performance alloys used in industrial fluid systems. We can also provide practical input on how different materials affect machinability, lead time, and achievable surface quality.
Common Materials We Support
| Material | Typical Benefits | Common Applications | Machining Considerations |
|---|---|---|---|
| Stainless Steel 304/316 | Good corrosion resistance, broad availability, balanced cost-performance | Water pumps, chemical process equipment, marine systems | Stable machining performance, good for general industrial closed impeller parts |
| Duplex Stainless Steel | Higher strength and improved chloride corrosion resistance | Offshore, desalination, aggressive process media | Requires careful cutting parameter control due to higher strength |
| Aluminum Alloys | Lightweight, good machinability, efficient for rapid development | Aerospace support systems, lightweight rotating components | Suitable for fast turnaround and high-quality surface finishing |
| Titanium Alloys | High strength-to-weight ratio, strong corrosion resistance | Aerospace, high-performance energy systems | More difficult to machine; heat control and tool strategy are critical |
| Nickel-Based Alloys | Heat and corrosion resistance in harsh environments | Oil and gas, energy, high-temperature industrial service | Demanding material requiring optimized tooling and lower removal rates |
When material choice is still under evaluation, we can help you compare options based on part function, target environment, and manufacturing practicality rather than material price alone.
Closed Impeller Tolerances and Quality Control
For a closed impeller, quality is not limited to whether a few external dimensions pass inspection. The part must also maintain the geometric relationships that affect assembly and hydraulic behavior. Critical checkpoints often include coaxiality, bore accuracy, total indicated runout, blade-to-blade consistency, shroud thickness, profile accuracy, and surface finish within flow passages.
Rapidaccu plans inspection around the features that matter most to the final application. This can include in-process checks, final dimensional verification, visual inspection of difficult internal surfaces, and documentation for customer review. For complex impeller parts, early identification of critical-to-function features is important because it influences fixturing, toolpath order, and finishing strategy.
Typical Quality Focus Areas
| Inspection Feature | Why It Matters | Typical Control Method | Risk if Out of Spec |
|---|---|---|---|
| Bore diameter and concentricity | Affects shaft fit and rotational stability | Precision bore measurement, CMM, dial verification | Vibration, poor assembly fit, premature wear |
| Blade profile accuracy | Influences flow performance and efficiency | CMM contour check, CAD comparison | Reduced hydraulic efficiency, uneven flow |
| Shroud thickness and integrity | Impacts strength and structural reliability | Ultrasonic or dimensional verification, visual inspection | Distortion, cracking risk, reduced service life |
| Surface finish in flow channels | Supports fluid performance and lowers turbulence | Surface roughness testing, visual inspection | Higher losses, lower efficiency, contamination traps |
| Total runout of key faces | Essential for balance and assembly alignment | Runout measurement on precision fixtures | Increased vibration and unstable operation |
If your project has special inspection standards or customer-defined acceptance criteria, we can align the quality plan with those requirements before production starts.
Applications of Closed Impellers
Closed impellers are commonly used where efficiency, pressure capability, and controlled fluid handling are more important than solids-passing tolerance. They are widely found in systems handling clean liquids, refined process fluids, or applications where stable hydraulic performance is essential over time.
At Rapidaccu, we serve industrial customers in sectors where a closed impeller must perform reliably under demanding operating conditions. This includes customers with strict expectations around material integrity, precision manufacturing, and repeatability across supply batches.
| Industry | Closed Impeller Use | Key Manufacturing Priorities | Common Material Direction |
|---|---|---|---|
| High-end pump manufacturing | Centrifugal pump impellers for efficiency-focused systems | Blade precision, balance, channel finish | Stainless steel, duplex stainless |
| Energy equipment | Process circulation, cooling, auxiliary fluid systems | Concentricity, repeatability, pressure-capable geometry | Stainless steel, nickel alloys |
| Oil and gas | Fluid transfer in corrosive or high-demand environments | Corrosion resistance, structural reliability | Duplex, nickel-based alloys |
| Aerospace | Lightweight and precise rotating fluid components | Tight tolerances, weight control, advanced machining | Aluminum, titanium |
| Marine and offshore | Seawater and coastal process systems | Corrosion resistance, consistency in production | 316 stainless, duplex stainless |

If you are working on a specialized pump or rotating fluid system, send us your drawing or 3D model and we can assess whether your part is suited to our closed impeller machining process.
Closed Impeller vs Open and Semi-Open Impeller
For engineering and sourcing teams, one common question is whether a closed impeller is the right design choice compared with open or semi-open alternatives. While final selection depends on the equipment designer and application requirements, it is helpful to understand the trade-offs because design type directly affects both performance and manufacturing complexity.
In general, closed impellers are preferred for cleaner fluids and applications where higher efficiency and stronger pressure performance are priorities. Open and semi-open impellers may be selected when solids handling, ease of cleaning, or maintenance accessibility is more important. From a machining standpoint, closed impellers are usually the most demanding due to enclosed vane passages and tighter geometry relationships.
| Impeller Type | Main Strengths | Main Limitations | Typical Manufacturing Complexity |
|---|---|---|---|
| Closed Impeller | High efficiency, defined flow channels, strong hydraulic performance | More complex machining, tighter sensitivity to wear and geometry accuracy | High |
| Semi-Open Impeller | Better solids tolerance than closed designs, moderate access for maintenance | Lower efficiency than closed design in many applications | Medium |
| Open Impeller | Easier inspection and cleaning, good for solids-laden fluids | Lower hydraulic efficiency, less structural enclosure | Medium to Low |
If your team has already selected a closed impeller design, the next critical step is ensuring the part can be manufactured without compromising the intended fluid performance. That is where process review and 5-axis capability become important.
Our Manufacturing Process for Closed Impeller Parts
A successful closed impeller project usually starts with technical review, not machine time. Before production, Rapidaccu evaluates geometry, material, critical tolerances, and likely access constraints. This helps identify issues such as trapped toolpaths, unsupported thin sections, difficult internal transitions, or features that may require revised machining sequence.
Once feasibility is confirmed, we develop a machining route tailored to the component. Depending on geometry and volume, this may involve roughing strategies for controlled material removal, semi-finishing to stabilize geometry, and precision finishing passes to achieve final contour and surface quality. For higher-specification parts, inspection checkpoints can be integrated between stages to control cumulative deviation.
Why Choose Rapidaccu for Closed Impeller Machining
Choosing a supplier for closed impeller manufacturing is often less about finding a general machine shop and more about finding a partner that can manage complexity without introducing unnecessary delays or quality risk. The enclosed vane structure, tolerance sensitivity, and demanding material requirements of these parts make process capability a major factor in project success.
Rapidaccu offers a practical fit for this type of work because our service is built around complex precision components, not only standard turned or milled parts. We support projects that require 5-axis machining access, multi-material flexibility, and upfront review of technical risk before production begins. This is especially useful for customers facing challenges such as deep cavities, restricted cutter approach, thin shrouds, or repeatability concerns between batches.
Customers work with us when they need:
- Support for difficult closed impeller geometries
- Better control of consistency on critical functional dimensions
- Material and machining input for demanding service environments
- A clear production path from prototype to repeat orders
- Responsive technical communication during quoting and review
RFQ Information for Closed Impeller Orders
To quote a closed impeller accurately, it helps to receive complete technical information upfront. Because these parts often involve complex internal geometry and functional tolerances, incomplete data can lead to avoidable clarification cycles and longer lead times. Sending the right files early allows us to assess manufacturability, tooling access, material suitability, and inspection needs with better accuracy.
Even if your design is still being finalized, we can often provide early feedback on whether the current geometry is practical for machining. This can help reduce redesign risk and shorten the path to production.
For the most effective RFQ process, please provide:
Frequently Asked Questions
What is a closed impeller used for?
Why is closed impeller machining more difficult?
Can you machine closed impellers in stainless steel and titanium?
What information do you need for a quote?
Do you support prototype and batch production?
Request a Quote for Closed Impeller Machining
If you need a reliable source for closed impeller machining, Rapidaccu can support your project with practical manufacturing review, 5-axis CNC capability, precision machining control, and multi-material production options. Send us your drawing, CAD model, quantity, and technical requirements.
Contact Information
Longhua District, Shenzhen, China
Why send your RFQ to Rapidaccu?
- Manufacturability review included
- 5-axis CNC for complex geometries
- Multi-material capability
- Prototype to batch production
- Responsive technical communication